🪚Преимущества многоосевой обработки: как сократить время фрезерования в два раза
Существует распространенное мнение, что многоосевая обработка на станках с ЧПУ нужна только для создания сложнейших деталей авиационных двигателей или высокохудожественных форм. Однако на практике современные технологии позволяют оптимизировать производство даже тех изделий, которые на первый взгляд кажутся простыми.Правильный выбор стратегии обработки и использование возможностей станка позволяют не только повысить точность, но и радикально сократить время производства. В этой статье мы разберем, как применение многоосевой обработки (в частности, режима 3+2) помогло нам в два раза ускорить изготовление корпуса редуктора, сохранив при этом все технические требования к прочности и точности.
Что такое обработка 3+2 и чем она отличается от стандартного фрезерования?
Для понимания выгоды нужно разграничить понятия. Классическая трехкоординатная обработка (3-axis) предполагает перемещение инструмента по осям X, Y и Z. Если деталь имеет отверстия или плоскости под углом, ее приходится переустанавливать в тисках или привязках несколько раз.Обработка 3+2 (позиционирование) — это промежуточный этап между простым 3-осевым фрезерованием и полноценным 5-осевым simultaneous-фрезерованием. В этом режиме поворотные оси станка разворачивают заготовку в нужное положение, после чего инструмент работает в стандартном трехкоординатном режиме.
Главные преимущества такого подхода:
- Минимизация переустановов: Вместо того чтобы перепривязывать деталь вручную, станок делает это автоматически.
- Сокращение погрешностей: Каждая новая «установка» — это риск накопления ошибки при позиционировании. Меньше привязок — выше точность.
- Оптимизация длины инструмента: Возможность наклонить деталь позволяет использовать более короткие и жесткие фрезы, что исключает вибрации и улучшает чистоту поверхности.
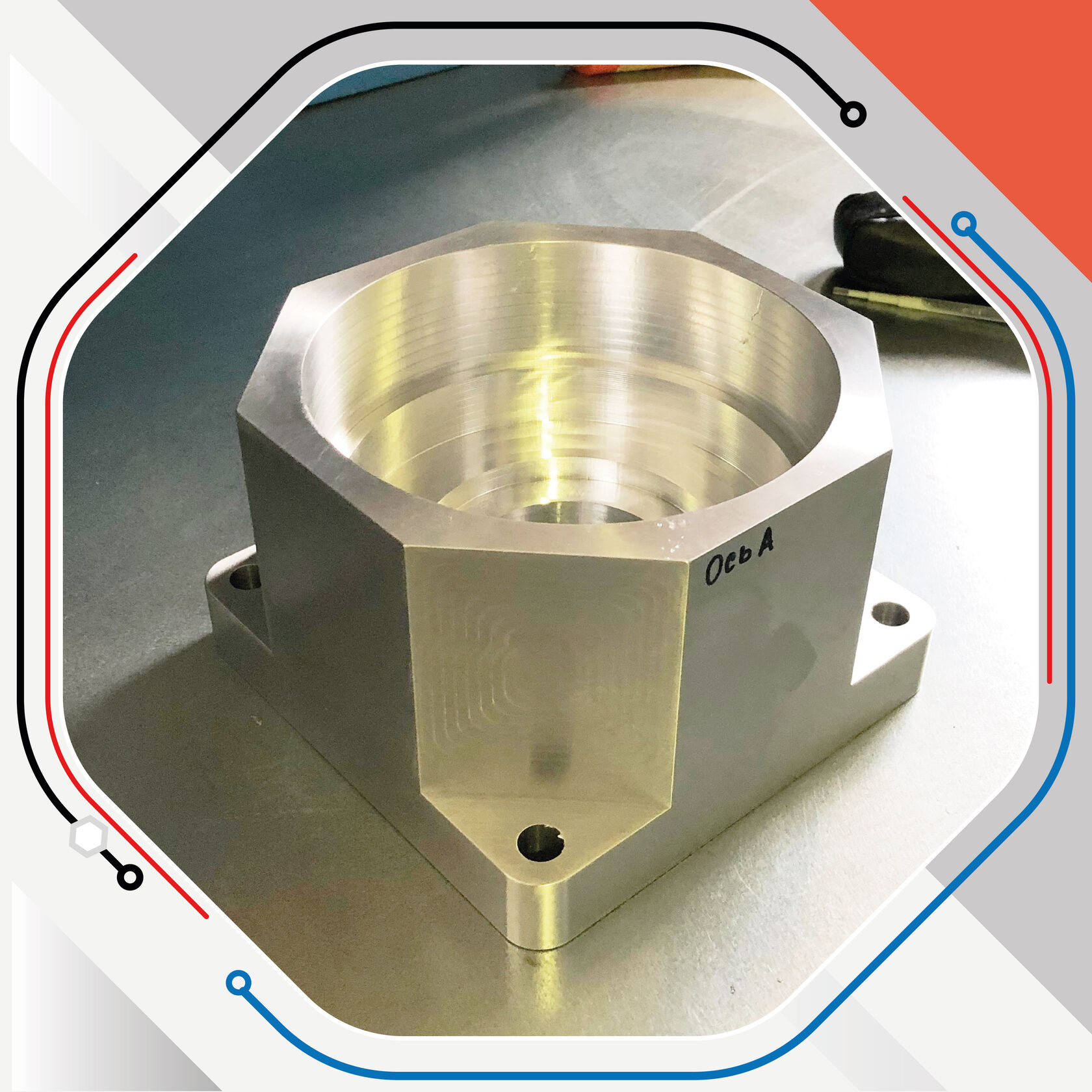
Кейс: Изготовление корпуса редуктора с осевой нагрузкой 5000Н
Недавно в нашей мастерской завершилось фрезерование корпуса редуктора для одного из текущих проектов. Данный узел является дополнением к основному редуктору и предназначен для расширения его эксплуатационных возможностей.Техническое задание предъявляло жесткие требования к конструкции. Корпус должен был обеспечить установку двух типов подшипников:
- Самоустанавливающийся радиально-упорный подшипник.
- Шариковый подшипник.
Экономика времени: 1.5 часа против 3 часов
При планировании обработки корпуса мы встали перед выбором: использовать традиционный метод с большим количеством переустановов или задействовать поворотную ось станка.Если бы мы выполняли выборку материала стандартным способом, нам потребовалось бы значительно больше времени на подготовку каждой новой привязки и смену положения детали. По предварительным расчетам и опыту аналогичных задач, общее время обработки составило бы около 3 часов.
Однако, применив стратегию 3+2, мы сократили количество установов до двух. Поворотная ось позволила обрабатывать несколько плоскостей и отверстий за один цикл, не вынимая деталь из оснастки.
Результат в цифрах:
- Время обработки: сокращено с 3 часов до 1.5 часов.
- Количество привязок: всего 2 установки.
- Точность: идеальное соблюдение соосности посадочных мест под подшипники.
Почему многоосевая обработка выгодна для прототипов и малых серий?
Многие заказчики опасаются, что многоосевая обработка — это дорого. Но при изготовлении единичных экземпляров или малых партий (прототипов) ситуация обратная.Когда вам нужно изготовить одну деталь, создание сложного специального приспособления (кондуктора) для каждой плоскости обходится дороже, чем программирование одной сложной программы для 3+2 обработки.
Преимущества для малых серий:
- Быстрый запуск: не нужно тратить время на изготовление сложной оснастки.
- Гибкость: любые изменения в чертеже прототипа вносятся в программу за считанные минуты, без переделки физических зажимов.
- Гарантия качества: высокая повторяемость деталей даже в малых партиях.
Заключение
Пример с корпусом редуктора наглядно показывает: многоосевая обработка — это не только про «сложные формы», но и про эффективность. Сокращение времени фрезерования в два раза при сохранении высокой точности и способности выдерживать нагрузки в 5000Н делает этот метод оптимальным для современного машиностроения.Если вам необходима помощь в изготовлении высокоточного прототипа, единичного изделия или малой партии деталей, мы готовы предложить свои мощности и экспертизу. Мы поможем оптимизировать технологический процесс, чтобы вы получили качественный продукт в кратчайшие сроки.
Для связи с нами вы можете использовать любой удобный для Вас способ:
Свяжитесь с нами любым удобным способом:
📩 Обратная связь через сайт
📞 WhatsApp, Telegram, Viber: +7 (960) 77 000 60
📬 Email: info@improvepro.ru